
Processus extrutionis plasticae late in septem diversis speciebus secundum applicationes specificas distinguitur.
(A) Sheet / Film extrusionem
In hoc processu extrudendo, materia plastica fusilis per plana mori extruditur.Rotulae refrigerationis adhibentur ad crassitudinem schedae / cinematographicae eiusque superficiei texturae definiendae.Crassitudo schedae obtineri potest in latitudine 0,2 ad 15 mm.Tenuis scheda plana vel cinematographica materia plastica fieri potest.Fere, polystyrene materia plastica adhibetur ut materia rudis in processu schedae extrusionis.
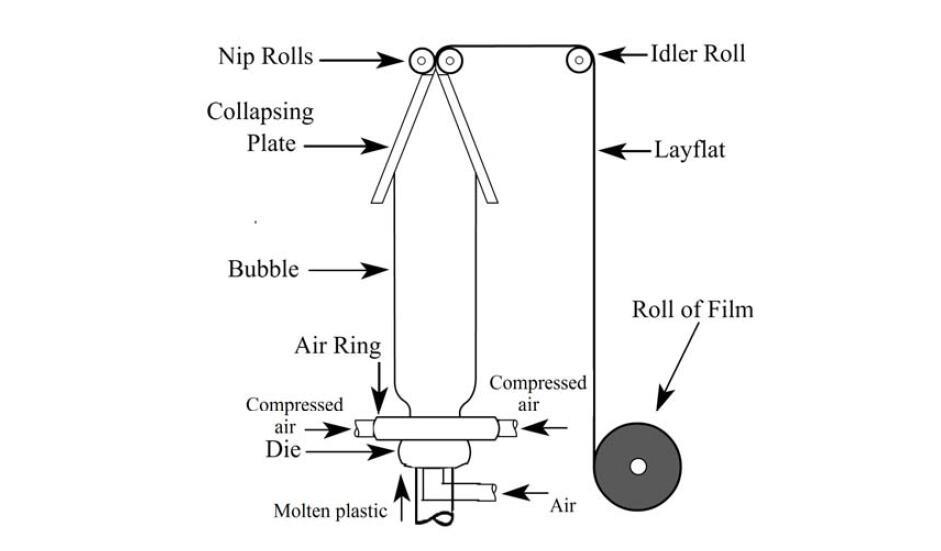
(B) Canite film extrusionem
In processu cinematographico inflato similis est mori cylindri verticalis cum figura circulari.Plastica fusilis sursum a moriuntur par umbilici trahitur.Compressus aer ad inflationem tubi adhibetur.Circum mori, anulus aer aptus est.Propositum anuli anuli est refrigerandi cinematographici ut sursum feratur.In medio mori, aer limbus est ex quo aer compressus in centrum figurae circularis cogi potest et bullam creans.Sectio transversalis circularis extrusa augeri potest 2-3 temporibus mortis diametri.Bullae collapsae ope lamellae collapsae.nip volvitur bulla in duplici tabulato veli quod layflat appellatur.Paries crassitudo cinematographici mutanda velocitate clypei umbilici coerceri potest.Layflat spooled in forma voluminis vel in figuras desideratas secari.Fundum lateris layflati applicatione caloris signatum est, et transversum longius usque ad aperiendum formandum;Hinc adhiberi potest sacculum plasticum facere.Alea diametri ab 1 ad 300 centimetra variari potest.Fere, polyurethane plastica in hoc processu adhibetur.
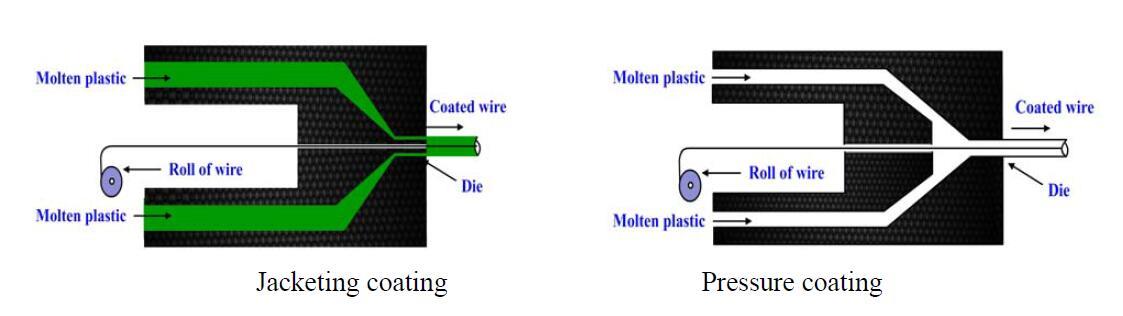
(c) Super Jacketing extrusionem
Hoc etiam filum efficiens processus appellatur.In hoc processu, filum nudum per medium mori trahitur.Duo varia genera instrumentorum extrusionis adhibentur ad efficiendum per filum id est pressionis seu instrumentorum iaccam.Si intimus contactus vel adhaesio requiritur inter filum et tunicam, pressionis instrumentum adhibetur.Si adhaesio non desideratur, instrumentum iaciendi adhibitum est.Pressura tooling, retractatur intra mori filum, ubi tangitur cum plastic fusili multo altiore pressione.Ad instrumentum iaccam, filum extendet et plasticum fusile faciet velamen in filo post mortem.Filum nudum per mortem alitur nec in directum contactum cum plastic fusili venit donec moriatur.Praecipua differentia inter instrumentum iecturae et pressionis est positio filum respectu moriendi.
(d) Tubing extrusionem
In hoc processu, plasticus fusilis per mortem extruditur et sectiones transversales cavae mandragorae intra morientes ponendo formantur.Tubus pluribus foraminibus fieri etiam potest ad applicationes specificas, ponendo plures mandragoras in medio mori.
(e) Coextrusion
Coextrusio est processus extrusionem faciendi plures simul materiae stratas.Adhibetur unum vel plura strata super basim materiae ad obtinendas proprietates specificas, sicut ultraviolaceum effusio, tenaci, matta superficiei, et industriae reflexionis, dum materia turpia aptior est ad alias applicationes, ut resistentia et effectus structurae structuris.Adhiberi potest in quibusvis processibus ut movendi inflantur, super iaccam, tubingum, schedam / cinematographicam extrusionem.In hoc processu adhibentur duo vel plures extrudentes materias liberare, quae in unum moriuntur, qui materias in optatam figuram extrudit.Crassitudo lavacrum refrenat celeritatem et magnitudinem singulorum materiarum liberantium extrudentium.
(f) Extrusion Coating
Extrusio efficiens adhibetur ut iacuit additus super rotulum chartae, claua vel cinematographica exsistenti.Exempli gratia, ad meliorem aquam renitentem charta polyethylene efficiens adhibetur.Applicationes extrusionis efficiens sunt liquidae packaging, charta photographica, involucra, sacci enascentia pro fertilizers fasciculis et medicinis packaging.Fere polyethylene et polypropylene adhibentur.
Post tempus: Iun-14-2017